
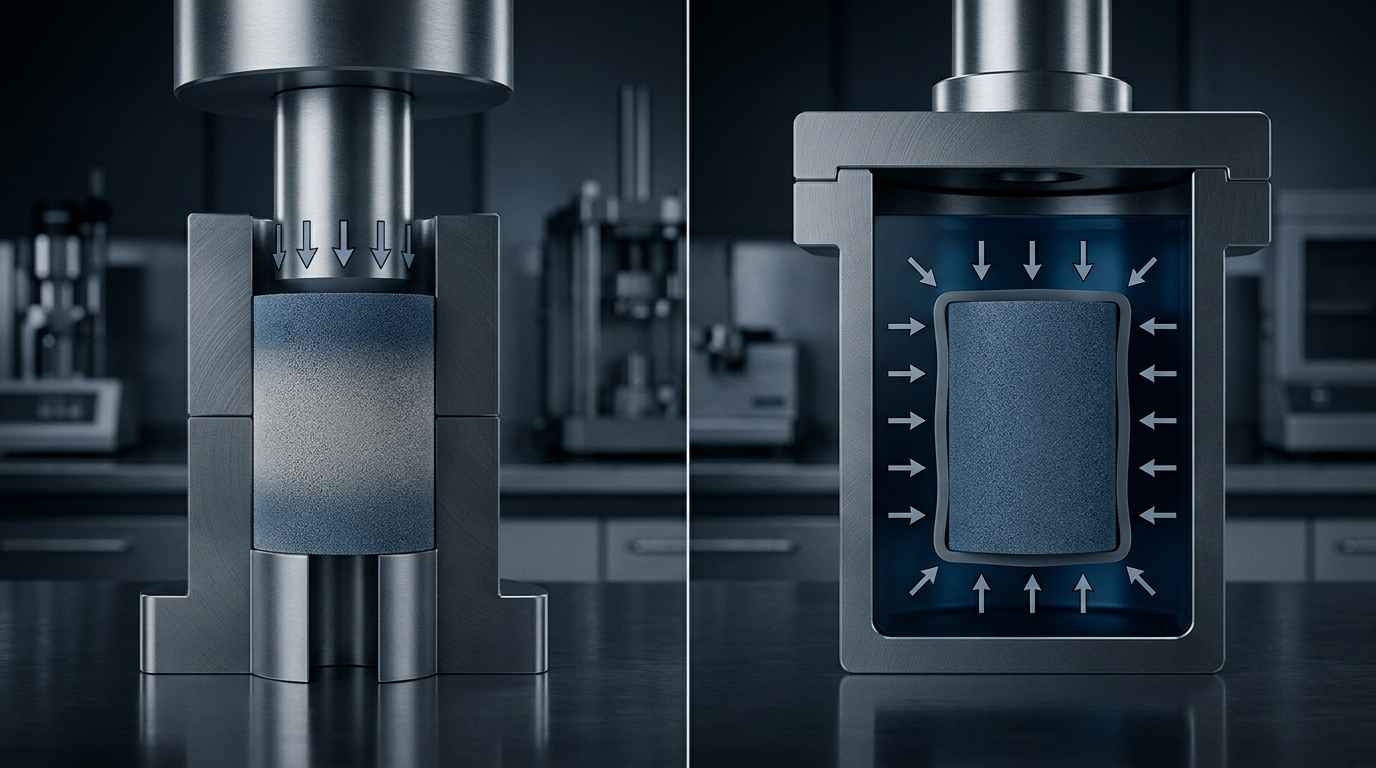
Uniform pressure in all directions
High-pressure inert gas, typically argon, acts uniformly on every exposed surface. Because pressure transfer is independent of die-wall friction, HIP avoids the density gradients associated with uniaxial pressing and is well suited to complex cavities and thin-walled geometries.

